
통합정보시스템이란 MES, SCM, ERP 및 Groupware 등의 솔루션을 하나로 묶는 것으로 정의할 수 있다. 바꿔 말하면 해당 솔루션들이 시스템 내에서 어떤 기능과 역할을 하는지 파악함으로써 해당 업체의 전문 분야에 대한 통합정보시스템을 구축할 수 있다. 사출성형 전문 기업 또한 마찬가지이다. 본문에서는 (주)유비덤 정하문 연구소장이 사출성형 스마트팩토리 분야에서 경험한 40여 년간의 노하우를 바탕으로 사출성형 MES, SCM, ERP에 대해 3회 연재로 소개한다.
스마트공장 핵심 MES 구축 방향
MES(Manufacturing Execution System)는 생산 실행 시스템을 뜻한다. 따라서 생산의 3대 요소인 3M(Man, Machine, Material)을 중심으로 구축한다면 반드시 성공할 것이다. 3M에 Method(방법)를 더해 4M이라 하기도 한다.
MES의 주요 Module을 보면 생산에 기준이 되는 내용을 관리하는 ▲기준정보, 생산 스케쥴을 관리는 ▲생산계획, 실제 생산을 지시하는 ▲생산지시(생산계획과 같이 사용할 수 있음), 생산한 실적을 관리하는 ▲생산실적이 주류이다. 여기에 금형을 체계적으로 관리하는 △금형관리, 설비의 이상 유무를 관리하는 △설비관리, 자재의 입출고를 관리하는 △재고관리 기능 그리고 품질의 이상 유무를 관리하는 △품질관리까지 대략 7~8개 Module로 구성되어 있다.
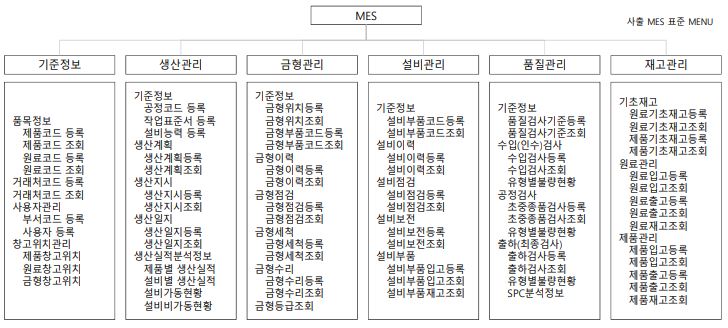
사출 MES 표준 MENU(표. 여기에)
- 기준정보
기준정보 작성은 MES 시스템 구축의 성공을 60~70% 좌우하는 매우 중요한 작업이며 사내 전체가 사용하는 전사적 기준정보와 각 업무별로 사용하는 업무별 기준정보로 나눌 수 있다.
이러한 기준정보를 작성하려면 기준정보 체계를 만들어야 하는데 이를 코드체계라 한다. 코드체계는 관리하는 정보에 따라 다르지만 중복 배제, 확장성, 단순성 및 분류성이 있어야 하며 이를 코드 기준의 4대 요소라 한다. 특히 중복 배제, 확장성 및 단순한 분류 체계는 매우 중요한 요소로 신중에 신중을 거듭해 정하지 않으면 MES 시스템 구축 후 어려움에 직면해 구축한 시스템을 포기하고 다시 구축해야 한다. 필자는 중소기업연수원(안산)에서 MRP 강의를 하면서 이러한 경우의 여러 업체를 경험한 바 있다.
전사적 기준정보는 매입과 매출 그리고 기타 거래를 하는 업체의 정보를 관리하는 거래처 정보, 생산에 필요한 자재를 분류하는 자재코드, 생산 중에 있는 재공품코드, 생산 제품을 분류하는 제품코드, 사용자 관리를 위해 필요한 부서 및 사용자코드가 대표적이며, 업무별 코드는 공정코드, 품질검사 항목코드, 불량 유형코드, 금형코드, 설비코드 등 해당 업무에 사용하는 것으로 코드 부여는 비교적 쉽다.
코드 부여에서 가장 어려운 것은 자재(부품)코드, 재공품코드와 제품코드이다. 생산하는 제품이 자체 브랜드면 코드 분류 기준의 4대 요소로 분류 체계를 직접 만드는 것이 좋으며, 그렇지 않는 경우에는 고객의 품번(도번 혹은 부품코드)을 그대로 사용하는 것이 좋다.
- 생산계획
생산계획은 수주수량, 제품재고, 자재재고, 설비능력, 작업시간을 감안해 수립하는데 수주잔량과 재고량 및 작업시간은 비교적 파악하기 쉬우나 설비능력 확인은 간단하지 않다. 생산하는 제품과 설비 톤수 그리고 금형에 따라 유동적이기 때문에 이러한 변수를 고려하지 않으면 생산성에 많은 영향을 끼친다. 따라서 설비 능력 정보 같은 기준정보를 가지고 생산 Simulation을 해 보지 않으면 최적의 생산계획 수립은 어려울 것이다. 따라서 설비가 20대 이상이고 생산하는 사출품목이 1,000개 이상이면 MES 구축 시 생산계획 Simulation 기능을 검토할 필요가 있으니 참고하기 바란다.
- 생산지시, 생산실적
생산계획이 수립되면 생산지시는 비교적 쉽게 내릴 수 있다. 생산 시작 시점에 돌발 변수(긴급 오더 등)가 없으면 생산(작업)표준과 함께 계획 내용(혹은 일부 수정 후)을 바로 생산 지시하면 된다.
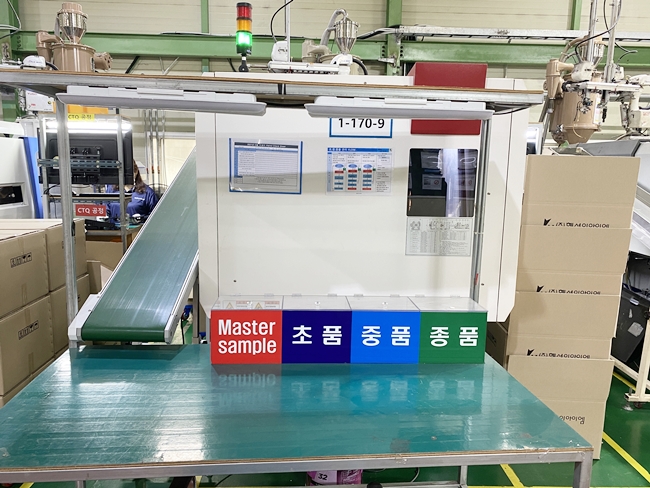
생산실적 수집은 2가지로 나눌 수 있는데 하나는 수기 후 입력하는 방식이고 다른 하나는 자동으로 수집해 입력하는 방식인데 후자를 POP(Point Of Production)라 한다. 생산실적 데이터를 세분화하면 생산수량, 사출기의 PLC 데이터, 금형표면 온도(이동축, 고정축), 온수기 In, Out 온도, 원료건조온도와 공정검사(초, 중, 종품 검사) 등이다. 이 데이터들은 POP 시스템으로 수집이 가능하나 PLC 작동 데이터는 설비 메이커에 따라 제한적이라 상세한 설명이 어려우니 양해하기 바란다.
- 금형관리
금형관리 Module은 금형이력, 금형 세척주기, 금형 입출고관리 그리고 금형위치(Location) 관리로 세분화할 수 있다. 금형이력은 금형제작(일시, 금액, 제작사 등) 내용과 등급을 관리하는 기능이고, 세척주기는 사출 수량에 따라 세척 시기를 알려주는 기능이며, 이는 금형 등급과 함께 생산실적의 Shot Counter와 연계해 작동하기 때문에 사용자는 MES에서 제시하는 가이드만 따라하면 된다. 금형입출고는 금형이 창고에 들어오고 나가는 것을 바코드(QR Code 혹은 RF-ID)를 활용해 쉽게 구축할 수 있다. 만일 500여 벌 금형을 보유하고 있다면 금형보관에 어려움이 있을 것으로 판단되는데 바코드(QR코드)를 활용한 Matrix System을 적용해 보기를 권장한다.
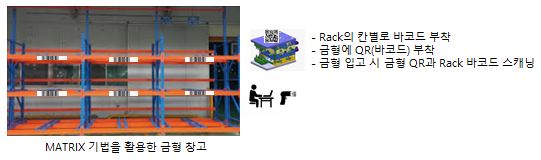
(사진. 여기에)
- 설비관리
설비관리 Module은 설비이력, 점검관리, 보전관리, 주요부품관리로 나누어지며 설비이력은 설비제작사, 도입일자, 금액, 설비 Spec 등 설비의 기본적인 사항을 관리하는 기능이고, 점검관리는 주요 점검 위치별, 주기별 점검내용을 관리하는 기능이며, 보전관리는 설비의 수리 보전이 있을 때 일시, 보전주체 및 금액 등 필요한 사항을 관리하는 기능이다. 주요 부품재고관리는 설비의 소모성 부품으로 입출고 관리를 하면서 돌발 상황에 대처할 수 있게 안전재고를 유지해 주는 기능이다.
- 품질관리
품질관리 Module은 수입검사, 공정검사, 출하(최종)검사, 계측장비관리 등으로 구성되며 수입검사는 외부에서 사내로 물품이 입고될 때 품질검사를 하는 기능으로 양품과 불량을 판정하기도 하나 불량품일 경우 특채를 하는 경우도 있기 때문에 시스템 구축 시 이 부분을 고려하지 않으면 엑셀과 병행 작업을 피할 수 없으니 주의하기 바란다. 공정검사는 초, 중, 종품 검사가 주류이며 검사 시기에 따라 알람으로 알려 줄 수 있으니 참고하기 바라며 출하검사는 완제품에 대한 검사다. 계측장비관리는 검교정주기 관리가 핵심이며 교정주기에 따른 스케쥴이 자동 생성되어야 한다.
마지막으로 MES 시스템은 Lot 추적이 되어야 하는데 이는 자재입고, 자재투입, 생산(제조 Lot), 출하까지 연계가 필요하며, 제품 출하 Lot No(로트 넘버)로 제조 Lot No와 자재 출고 및 입고 Lot No를 역으로 추적이 가능해야 한다. 그리고 사용자가 간과하기 쉬운 업무는 Fool Proof 기능으로, MES 시스템에 적용하면 효율적으로 관리할 수 있을 것이다.
(주)유비덤 정하문 연구소장
[(주)유비덤의 MES 구축 사례]
(주)혜성이아이엠
“사출 업종도 스마트팩토리 구축은 선택이 아닌 생존을 위한 필수”
경북 구미에 위치한 (주)혜성이아이엠(이하 혜성이아이엠)은 2012년에 설립된 기업으로, ATM기의 BRM 부품과 기어류, 센서 등 현금입출금기 내부에 사용되는 부품 및 반도체 자동 물류이송장치에 들어가는 사출 부품을 생산하고 있으며, 이와 더불어 금형 제작 및 압출품을 생산, 공급하고 있다.
현재 동사는 전동식 3대, 유압식 2대, 하이브리드식 5대로 총 10대의 사출성형기(50~180톤)를 운용하고 있으며, 금년 또는 내년에 전동사출기 2대(70톤, 280톤)를 추가로 증설할 예정이다.

(주)혜성이아이엠 회사 전경(사진. 여기에)
혜성이아이엠은 2020년 6월부터 MES를 구축하기 시작해 10월에 마무리했고, 2개월 시험 가동 후 2021년 1월부터 모든 업무에 적용했다.
MES를 도입한 이유에 대해 혜성이아이엠 임영호 대표이사는 “사실 재고관리를 할 때 엑셀이나 페이퍼 수기로 작성 시 관리 Loss와 정보 불일치가 발생한다. 또한 생산 진도의 단계별 파악과 생산량, 생산 품목 등을 파악하기 힘들며, 영업에서 고객사와 물류 납기에 대한 커뮤니케이션도 잘 이루어지지 않는다. 그리고 긴급 주문에 대해서도 실시간으로 생산에 반영할 수 없고, 품질적인 부분에서는 부적합품에 대한 Lot 추적이 불가능해 원인 파악에 많은 시간을 할애하고 개선하는 데 어려움이 많다.”라며 “프로세스 혁신과 경쟁력 강화에 꼭 필요하다는 인식으로 MES를 도입하게 됐다”라고 답했다. 이어 “이제는 사출 업종도 정보통신기술의 융합으로 스마트팩토리 구축은 선택이 아닌 생존을 위한 필수라고 생각한다”고 강조했다.

(주)혜성이아이엠 공장 전경(사진. 여기에)
혜성이아이엠은 MES 솔루션 도입 후 기존과 달라진 점으로 첫째, 공정 바코드 도입을 통한 전표 표준화 및 현물과 전산에 의한 실시간 입, 출고 시스템 구축이 가능해졌다는 것, 둘째, 실시간 생산실적 정보 수집과 재고 및 재공의 투명한 파악, 이로 인해 투입실적/불량률의 실시간 관리가 가능진 점을 꼽았다. 셋째는 설비 가동율 및 종합효율 분석으로 비가동 요인 파악이 실시간으로 가능해 외부감사 수감이 용이하고, 넷째, 실시간 현장 정보가 반영돼 생산계획 및 구매관리, 고객사 물류의 즉각적인 대응이 가능해졌다. 다섯째, 양/불 판정 결과를 통해 불량 유형 분석 및 통계 분석을 통해 불량 및 Lot 추적을 통한 문제 원인 파악이 가능하고 여섯째, 고객의 수요 변화에 신속하게 대응할 수 있는 최적의 공급체계를 구축하게 됐으며 일곱째, 제조공정의 설비들을 IoT 기술로 연결해 실시간으로 데이터 수집 및 이상 발생 시 초기 대응이 가능하게 됐다.
임영호 대표이사는 향후 계획에 대해 “MES 고도화 구축으로 사출 업종에서는 첨단시스템으로 임직원의 노동 활동 개선과 데이터 구축을 통해 고객의 신뢰 확보 및 QCD를 만족할 수 있는 기업으로 자리매김하고 싶다”라는 다짐을 전했다.
불량률의 실시간 관리가 가능(사진. 여기에)

금형 모니터링 시스템(사진. 여기에)

공정 바코드 도입(사진. 여기에)




![[KOPLAS 2023 Preview] 삼보계량시스템(주), 플라스틱 펠렛 'PLATONⅡ'로 고객 눈길 사로잡다](https://file.yeogie.com/img.news/202302/md/4QINfMIE2G.jpg)
![[스페셜리포트] 시바우라기계, 스마트 기술력 총망라한 ‘솔루션페어 2025’ 성료](https://file.yeogie.com/img.news/202506/md/7lXkxWJPCh.jpg)

![[전문가기고] 페트병 회수기 업체들의 저가 경쟁에 신음하는 페트병 재활용 산업](https://file.yeogie.com/img.news/202406/md/b1aZhEcAwq.png)









![[2026 국제 전기전력 전시회] 플루토테크놀로지, 내전압시험기·전압 계측 솔루션 공개](https://file.yeogie.com/img.news/202605/md/cudPKRhz59.jpg)



![[2026 국제 전기전력 전시회] 세진계기, 전원 품질 분석기·절연 접지 테스터 선봬](https://file.yeogie.com/img.news/202605/md/blGffWCD4e.jpg)
