

(사진. 로크웰 오토메이션 코리아)
로크웰 오토메이션 코리아(Rockwell Automation Korea)가 지난 9월 23일과 24일 양일간, 국내 기업의 스마트 제조와 디지털 트랜스포메이션을 위한 온라인 컨퍼런스 ‘ROKLive 2020 Korea’를 개최했다. COVID-19 상황을 고려하여 버추얼로 진행된 ROKLive 2020 Korea는 스마트 제조 트렌드를 포함하여, 로크웰 오토메이션의 최신 자동화 솔루션 및 적용 사례, 어플리케이션을 광범위하게 다뤘다.
처음 진행된 ‘ROKLive 2020 Korea’는 총 17개의 기조연설 및 테크세션, 전략세션으로 구성됐으며, 로크웰 오토메이션의 임원 및 파트너사들의 전문가들이 포스트 코로나 시대 스마트 제조 핵심 기술 및 솔루션의 중요성, 국내 제조업체의 제조 혁신 방안, 스마트 제조의 미래에 대한 인사이트를 공유했다.
다음은 행사의 주요 내용을 정리한 것이다.
Ⅰ. 로크웰 오토메이션 코리아 이용하 사장: 코비나19 시대에 스마트 제조는 선택이 아닌 필수가 되고 있어
로크웰 오토메이션 코리아 이용하 사장은 환영사를 통해 로크웰 오토메이션은 생산적이고 지속가능한 제조를 실행하는 것을 목표로 삼고 있으며, 100년이 넘는 기간 동안 혁신적인 기술을 통해 스마트 제조 구현을 위해 노력하고 있는 기업이라고 말하고, 코비나 19는 우리의 일하는 방식을 완전히 바꾸어 놓고 있으며, 코비나19 시대에 스마트 제조는 선택이 아닌 필수가 되고 있다고 피력했다. 또 코비나19 시대에 로크웰은 고객의 안전을 최우선으로 하는 비즈니스를 운영하고 있으며, 직원들의 생산성을 유지하고 고객들을 지원할 수 있도록 노력하고 있다고 말하고, 그 예로 로크웰은 제약회사나 식음료 기업들이 소비자에게 필요한 진단키트나 백신을 더 많이 생산하고 시장에 신속하게 출시할 수 있도록 지원하고 있다고 설명하면서, 이 모든 것은 자사가 어떻게 고객과 함께 인간의 가능성을 확대하고 시장에 민첩하게 대응하고 있는지를 보여주는 것이라고 역설했다.
이와 함께 로크웰은 다양한 기업과의 전략적 파트너십을 통해 고객들이 IIoT를 활용해서 눈에 띄는 비즈니스 성과를 얻을 수 있도록 지원하고 있다고 말하면서, 특히 PTC와의 전략적 비즈니스 파트너십을 통해 산업전문성을 강화하고 혁신을 가속화하고 있다고 밝혔다. 또 PTC 외에도 에뮬레이트 3D, 마이크로소프트, 엔시스(ANSYS)와 같은 시장 주요 기업들과의 협력을 통해 디지털 전문성을 더욱 강화하고 있다고 말하면서, 이러한 다양한 파트너십의 목표는 고객과 전 세계를 위해 보다 연결되고 생산성이 높으며 지속가능한 솔루션을 만드는 것, 그리고 이를 통해 스마트 제조를 실현하는 것이라고 강조했다.
Ⅱ. 로크웰 오토메이션 코리아 이원석 이사: 로크웰의 분석 솔루션과 인공지능 솔루션을 통해 기업들은 단계적인 형태의 투자를 계획할 수 있어
이용하 사장에 이어 로크웰 오토메이션 코리아 이원석 마케팅 이사는 코로나 바이러스라는 전례없는 위기상황은 기업들에게 기업생산 시스템 전반에 걸친 도전과제를 낳고 있다고 말했다. 기업의 경영자들은 보다 신속하고 민첩하게 시장의 변화에 대응할 수 있는 능력을 요구받고 있으며, 생산성 향상 및 품질의 강화는 이제 기업 생존의 필수요건이 되고 있고, 글로벌 규제의 강화는 수출을 강점으로 하고 있는 국내기업이 해결해야 할 새로운 화두로 떠오르고 있으며, 비대면 상황에서 어떻게 하면 안정적으로 플랜트를 운영할 수 있는지에 대한 방안 준비가 절대적으로 필요한 시대가 도래하는 한편, 인구세대의 변화에 따라 각 구성원이 가지고 있는 지식을 어떻게 잘 공유하고 전수할 수 있을 것인가는 모든 기업의 고민거리로 떠오르고 있다고 설명했다. 로크웰은 이러한 도전과제를 해결할 수 있는 커넥티드 엔터프라이즈(Connected Enterprise)라는 통합적이고도 실질적인 솔루션을 제시하고 있다고 말하면서, 커넥티드 엔터프라이즈가 어떻게 기업이 처한 어려움을 해결할 수 있는지에 대해 설명했다.
로크웰의 IoT 구성품 솔루션인 씽웍스(ThingWorx)는 기업시스템인 IT와 생산시스템인 OT를 통합하고, 각 플랜트와 기업시스템을 연결하여 실시간으로 경영자들에게 인사이트를 제공한다. 이를 통해 경영자들은 좀 더 신속하게 결정을 내리고 기업의 문제점을 해결할 수 있다. 증강현실 솔루션인 뷰포리아(Vuforia)는 비대면 시대가 요구하고 있는 비접촉 보전활동과 교육솔루션을 제공할 수 있다. 이를 통해 고객들은 팬더믹 시대에 좀 더 안정적으로 플랜트를 운영하고, 기업구성원이 가지고 있는 지식과 경험을 쉽게 다른 구성원에게 전달할 수 있게 됐다. 또한 요즘 화두가 되고 있는 분석 및 인공지능 솔루션과 관련하여 로크웰은 디바이스 레벨부터 기업영역 전반에 걸친 분석 솔루션을 제공하고 있다. 이런 로크웰의 분석 솔루션과 인공지능 솔루션을 통해 기업들은 단계적인 형태의 투자를 계획할 수 있으며, 궁극적으로는 생산성의 향상과 품질을 높이고자 하는 목표를 달성할 수 있다.
또 제약산업, 자동차산업, 소비재산업 등 산업별로 구분되어 있는 로크웰의 MES 시스템은 생산 전반에 걸친 효율성을 극대화시킬 수 있으며, 동시에 점점 강화되고 있는 글로벌 규제에 대응할 수 있는 좋은 대안이 될 수 있다.
더불어 로크웰의 세이프티(Safety) 시스템은 생산에 영향을 주지 않으면서 동시에 작업자들의 안전을 보장할 수 있는 길을 제시한다.
지금까지의 모든 혁신적인 솔루션을 모아 로크웰은 팩토리토크 이노베이션 스위트(FactoryTalk Innovation Suite)라는 제품군을 출시했으며, 이를 통해 기업이 직면한 도전과제를 해결할 수 있도록 돕고 있다.
Ⅲ. 최용훈 팀장, 로크웰 오토메이션의 확장형 생산관리시스템을 통한 단계별, 주제별 MES 도입
최 팀장은 자사의 확장형 생산관리 시스템(MES)인 FactoryTalk 을 통해 단계별, 주제별로 MES를 도입함으로써 얻을 수 있는 이점을 설명했다.
MES는 Manufacturing Execution System의 약자로 생산관리 시스템, 제조실행시스템을 의미하며, 일본에서는 Manufacturing Operation Management System이라고 해서 MOM이라고 부르기도 한다.
MES는 원자재로부터 제품이 제조공정을 거쳐 완제품으로 가는 일련의 과정을 추적하고 이벤트나 기록값들을 문서화하는 산출물을 만들어내는 시스템이다.
MES는 다음과 같은 몇 가지 영역을 포함한다.
• 생산되는 제품 정의 – BOM, 레시피, 공정 간 설정치 (Set Point) 등
• 리소스 – 장비 가용성, 상태
• 스케줄링 – 가용 공정 및 생산계획의 참고용으로 활용
• 제조 간 작업 이력기록 및 추적
• 설비 관리 로그 북
• 성능 관리 – OEE(종합설비효율)
MES는 다음과 같은 질문들에 답을 해줄 수 있다.
• 지금 어떤 제품을 생산해야 하나?
• 창고 내 재고 중 어떤 자재를 사용해야 하나?
• 어떤 생산라인에서 이 제품을 생산해야 하나?
• 이 설비가 생산에 투입돼도 되는 상태인가(청소/유지보수 상태 등)?
• 이 작업을 마치면 다음은 어떤 행위를 해야 하나?
• 누가 이 설비를 만졌나?
• 완료까지 얼마나 걸렸나?
• 이 완제품이 어떤 과정을 거쳐 만들어졌나?
• 이 원료는 어디에 사용되었나?
• 이 상태로 생산해도 괜찮은가?
• 이 반제품, 재고는 유통기한이 지났나?
MES는 레고블록처럼 모듈별로 구입하는 것이 효율적
최근 MES 붐이 일고 있는데, 고객들은 “우리 회사는 MES를 도입하기에 너무 작다.”라는 말을 자주 한다. 그러나 MES에는 정답이 없다.
모든 기능을 한 번에 통으로 구입을 해야 하나? 몇십억 원씩 들여서 시스템을 구축해야 하나? 꼭 그럴 필요는 없다. 오히려 MES는 레고블록처럼 모듈별로 구입하는 것이 효율적이다.
현실적으로 보면 모든 공장에는 MES가 있을 수 있다. 혹은 종이에 있기도 하다. 종이로 된 제조지시기록서를 보면 대부분의 공장이 이미 MES를 전산시스템이 아닌 종이문서로 가지고 있는 경우도 많다. 구입할 게 너무 작다라고 선입견을 갖기 이전에, 우리 공장에 적합한 MES의 기능은 무엇인지 우선순위를 먼저 고민하는 게 건설적이다.
고객들로부터 두 번째로 많이 듣는 이야기는 “MES는 너무 오래 걸리고 너무 비싸다.”라는 것이다. 그러나 용도에 맞게 적용하고 어떻게 확장해 나갈 것인가에 대해 고민을 해보면 생각했던 것보다 그렇게 크지 않은 규모로, 그러나 효과는 최대화할 수 있는 형태로 MES를 구입할 수 있다.
MES는 생산 전반에 걸친 작업과정과 기록들을 전산화하는 시스템이다. 그렇기 때문에 다양한 회사의 이해관계자들이 관여를 하게 된다. 생산뿐만 아니라 품질, 경영층, 구매팀, 유지보수팀이 모두 관여가 된다.
MES는 어디에 있는가?
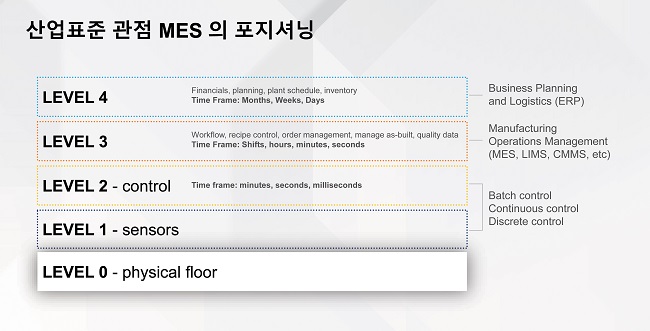
<그림1>MES의 위치(사진. 로크웰 오토메이션 코리아)
MESA와 ISA에서는 ISA95라는 모델을 만들었다. 이 모델의 레벨 3안의 MOM이라는 큰 범주 안에 MES, LIMS, CMMS 등이 포함이 된다. 이 레벨 3안에 워크플로우라고 하는 작업절차서에 대한 기능이나 레시피라고 하는 작업에 투입되는 원료, 인력이나 설비에 대한 체계를 관리하는 기능, 오더를 관리하는 역할 등 필요한 기능들이 들어있다. 레벨3의 시간 주기의 관리는 시프트 단위, 시간, 분, 초 단위다. PLC나 HMI, DCS는 밀리세컨드 단위의 짧은 데이터를 취급하는 반면에, MES는 좀 더 주기가 길지만 다루는 정보의 종류가 객체화 되어있는 정보와 시퀀스를 다룬다.
MES는 위 레벨의 ERP로부터 오더아이디를 내려받고 밑으로부터는 센서나 컨트롤 시스템의 크리티컬한 프로세스 파라미터에 해당하는 값들을 로그기록으로 찍어주기 때문에, 인터페이스가 중요한 시스템 중의 하나다.
MES로 가는 길

<그림2> MES로 가는 길(사진. 로크웰 오토메이션 코리아)
MES로 가는 길은 험난하다. 우리 회사가 가지고 있는 우선순위는 어느 범주 안에 속하고 어떤 기능을 구축해야 하는가에 대해서 로크웰은 4가지 카테고리로 나눈다.
1. 가독성-중요한 데이터 및 KPI 검증
첫 번째는 실시간 가독성이다. MES를 도입하기 전에 많은 회사들이 가시성 구독을 얘기한다. PLC와 센서로부터 미리세컨드 단위나 초 단위로 들어오는 데이터를 보기 위해서 HMI를 운영을 한다. 그런데 그걸 포괄하는 정보 단위가 좁기 때문에 생산공정 전반의 데이터와 정보의 가시성이 필요하다. 예를 들어 지금 무슨 일이 일어나고 있는지를 아는 것만으로도 가치를 생성한다. 왜냐면 다음공정에 있는 사람들이 준비를 할 수 있기 때문에. 혹은 지금 어느 라인에서 제조가 되고 있는지를 파악할 수가 있기 때문에 생산체계를 만든다거나 계획하는데 도움이 되고, 어느 공정에서 어떤 자재가 투입이 되어야 할 지 파악해서 자재나 부자재 발주를 계획할 수도 있다. 예를 들면 A라고 하는 제품을 만들었을 때 문제가 생겨서 고객사로부터 컴플레인을 받을 수 있다. 그러면 먼저 어떤 원자재에 문제가 있었는지 원인을 찾을 것이다. 또 해당 원자재가 동일하게 투입된 다른 생산라인의 제품 로트들을 확인해야 된다. 그래야 피해가 최소화 때문에. 이 부분에 대해서도 가치가 있다.
가시성 부족이라는 이슈를 해결하기 위한 솔루션은 공정 정보를 추적하는 트랙과 트레이서빌리티(Track & Tracibility)에 해당이 된다. 결국은 공정 프로세스를 정의하는 것이다.
공정 정보 추적의 첫 번째는 무슨 일이 일어났는지를 기록하는 것이다. 누가 언제 어디서 어떤 작업을 했고 어떤 설비를 사용을 했는지. 이걸 흔히 오딧트레이스를 하기 위한 방법이라고 본다. 공정이 지난 다음에 이슈가 있을 때 이벤트가 일어났을 때 어떤 과정을 거쳐서 만들어졌는지를 데이터베이스화하는 것이다. 두 번째는 각 단계 마다의 워크플로우와 반제품 형태의 제품 완료정보의 기록을 끊어놓는 것이다. 각 해당 스텝마다의 주요 KPI 정보를 보거나 작업절차(워크플로우) 중에 어디로부터 시작을 했는지를 끊어서 열람이 가능하게 된다. 세 번째는 소진량에 대한 업데이트나 완료 정보에 대한 기록을 업데이트하는 것이다.
2. 맥락화-최상위 시스템과 작업 현장 간 정보 관리
정보를 맥락화는 것은 시간대별로 찍어낸 정보가 아니라, 정보들 사이에 컨텍스트(Context)라고 하는 맥락을 만들어 주는 것이다. 이것이 필요한 이유는
• 이 반제품/자재는 어디에서 왔나?
• 왜 이 공정지역에 해당 설비와 인력이 있나?
• 그 밖에 무슨 일이 일어났나?
• “해당 이벤트가 전체 공정상 어떤 의미를 지니나?”와 같은 질문이 있기 때문이다.
정보의 맥락화를 위해 로크웰은 두 가지를 제안한다. 디지털 데이터의 맥락(Context)이다. 이것은 전체 큰 그림 내 해당 정보의 맥락을 만드는 것이다.
MES는 시스템 위치상 여러 가지 시스템과 인터페이스를 한다. 다양한 시스템과 인터페이스를 하고 그로부터 받아오고 연결된 데이터가 있을 때 이 데이터를 산업용 IoT 플랫폼에서 객체화하게 된다. 그러면 이런 내용들이 맥락화되는 것이다. 해당 배치에 관련된 정보를 하나의 씽모델(Thing Model)이라고 하는 객체로 만들어보면 이런 시퀀스가 가능해진다.
• 이 배치 (Batch)는 오전 10시 23분에 시작하여 1번 오븐 설비에서 오전 11시 12분에 완료되었다.
• 배치는 이전에 Mixer# 3에 있었다.
• 샘플은 오전 10시 45분에 채취되었다.
• “배치에 대한 온도 트렌드는 어떤 정보를 제공하나?”에 대한 값을 해당 배치라고 하는 객체화된 모델을 통해서 디지털 데이터를 맥락화하는 것이 가능해진다.
3. 프로세스 간소화-가변성 감소, 품질 향상,시장 출시 시간 단축
세 번째는 프로세스 간소화 영역이다.
과거에는 지도를 보고 길을 찾아갔었다. 그러나 지금은 휴대폰의 내비게이션을 통해서 본다. 이마저도 고정형태의 하드웨어 단말장치를 쓰다가 지금은 거의 휴대폰을 보는 것처럼, 기존에 있는 데이터를 디지털화하면 좀 더 유연한 운영을 할 수 있게 된다.
지도에서는 ‘다음작업항목’이 어딘가를 웬만한 통찰력을 가지고 있지 않으면 파악하기가 어렵다. 예를 들면 프로세스를 이해하는 숙련된 인력은 통찰력을 보유하고 있겠지만 신입사원이나 아니면 숙련된 인력이라도 최근 공정이 다품종 대량생산 트렌드로 가는 것처럼 빈번하고 빠르게 변화하기 때문에 통찰력을 갖기가 어렵다. 해당설비가 바뀌지 않더라도 레시피가 좀 더 빠르게 변화할 수 있고 또는 파생되는 제품들의 반제품의 종류가 훨씬 많아질 수 있다. 따라서 회사의 경영층들은 지속적으로 프로세스를 개선하고 진일보한 형태로 운영하길 요구한다. 그리고 더 높은 공정 변경 속도와 더 높은 생산량으로 시장에 대응하는 것이 필요하게 된다.
또 생산 인력의 고령화가 이루어지면서 신입사원이나 외주인력의 비율이 높아지는 추세다. 그래서 다음에 우리가 어떤 작업을 해야 하는지를 모르고 있거나 혹은 변경이 돼야 하는데 어떻게 변경해야 하는지, 변경을 할 때마다 많은 공수나 노력이 필요한지 여러 가지 고민거리를 가지고 있다.
그러나 워크플로우라고 하는 일련의 디지털 작업절차를 거치면 필요한 작업절차에 대해 가이드를 내리고 작업을 수행하는 과정에서 여러 가지 에러나 일탈을 검증할 수 있고, 상한치나 하한치를 넘어가는 투입량을 조절할 수 있다. 그리고 진행이 됐다고 하면 어떤 일련의 이력에 대한 정보를 남겨놓는다거나 혹은 아주 중요한 공정은 자동화 센싱 데이터를 통합할 수 있다. 또한 불필요한 이중작업을 최소화할 수 있다.
4. 규제 준수- 품질 검증을 위한 기록 및 감사(Audit)비용 절감
많은 회사들이 피감기관의 성격을 띠고 있기 때문에 오딧비용을 무시할 수가 없다. 이 규제 준수는 오딧에 대한 일탈 부분을 최소화하는 것이다.
몇 가지 산업군에서는 규제를 준수하지 않았을 때의 리스크가 대단히 높다. 규제를 준수하지 않으면 제품출시를 못한다거나 처벌을 받는 경우가 있다.
생명 과학산업은 규제 미준수의 위험성이 매우 높d며, 산업규제 미준수 시 다음 공정을 진행하기가 어렵다. 또 데이터는 오류가 발생하기 쉽고, 제조지시기록서에 대한 일탈은 최종 단계에서 품질 그룹에서 검토하고 처리해야 한다.
종이문서는 관리하기가 어렵고 확장성이 떨어진다. 따라서 전산화하는 것이 감사를 준비하는목적이다. 그래서 제조지시기록서를 EBR(Electronic Batch Record, 전자 제조지시 기록서) 형태로 만드는 것이 MES에서 제공하는 기능이다.
EBR은 칭량 & 소분하는 형태로 이 과정에서 있었던 일에 대한 과정을 기록을 남기고, 두 번째로 공정 정보 전산화 기록, 예외/일탈 기반의 리뷰가 가능해진다. 또 설비 로그북으로 설비유지보수/청소기록을 전산화해서 기록서에 통합하는 걸 가능하게 해준다.
과거의 이러한 종이문서가 전산화 되는 과정으로 진화되어 가는 것이 MES의 특징이다.
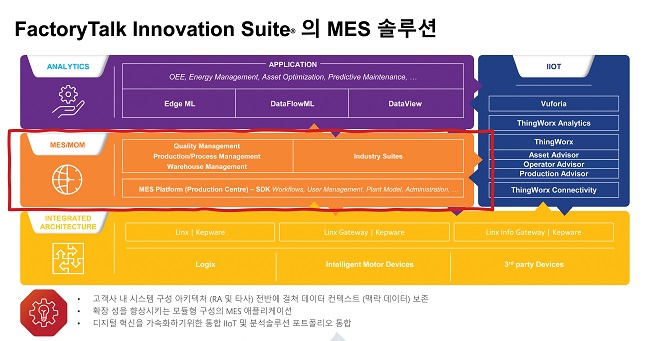
<그림3> FactoryTalk Innovation Suite의 MES 솔루션-최용훈 PDF 25P 그림 사용(사진. 로크웰 오토메이션 코리아)
로크웰의 MES는 IIoT 및 분석솔루션 포트폴리오를 통합
로크웰은 FactoryTalk Innovation Suite라고 하는 소프트웨어 범주 안에서 MES 솔루션을 제공하고 있다.
고객이 아주 기초적인 플랫폼만 필요하다고 하면 프로덕션센터(Production Centre)라고 하는 엔진을 제공하고, 품질이나 실적, 창고관리, 또는 제약/식음료/자동차 등 인더스트리 측면의 MES가 필요하다고 하면 기본 플랫폼에 레고블록을 쌓듯이 취사 선택할 수 있는 형태로 MES를 제공하고 있다.
로크웰의 MES는 고객사 내 시스템 구성 아키텍처(로크웰 및 타사) 전반에 걸쳐 데이터 컨텍스트(맥락 데이터)를 보존하며, 확장성을 향상 시키는 모듈형 구성의 MES 어플리케이션이다. 또한 디지털 혁신을 가속화하기 위해 통합 IIoT 및 분석솔루션 포트폴리오를 통합하는 것이 특징이다.
로크웰은 Gartner의 MES 매직 쿼드런트에서 매년 상위의 MES 사업 제공자에 위치해 있다. 전 세계적으로도 많은 레퍼런스를 가지고 있고, 많은 경험을 가진 로크웰의 MES 글로벌 엔지니어들이 국내 프로젝트에도 관계하거나 실제 현장에 투입돼서 함께 프로젝트를 하기 때문에, 고객은 MES 도입시 상당부분 리스크를 줄일 수 있다.
MES 프로젝트를 도입하기 전에 MES가 우리 회사 내에 있는 기반시스템들과 중복되지는 않는지, 혹은 해결되지 않은 과제 중에 우선순위는 어떤 게 있는지, 우선순위가 정해졌다면 전체공정을 할 건지, 일부 특정라인에서만 시작을 할 건지 검토를 한 다음에, 프로젝트를 하는 진행하는 것이 적합하다. 그러기 위해서는 MES도 모듈화 구성을 해서 향후에 확장성을 보장을 해야 하고, 나중에 전체적인 MES라는 큰 그림을 구축하는데 있어서 백업플랜이 장기적으로 충족되는지를 검토해야 한다.
Ⅳ. 김기훈 부장, 제조 혁신을 위한 새로운 모션 제품 및 스마트 물류 시스템
본 세션에서는 획기적인 생산성과 더불어 공간 절약, 유지보수 절감, 다운타임 최소화를 위한 스마트 물류시스템(Independent Cart Technology)과 하이엔드에서 로우엔드 솔루션까지 확장된 포트폴리오로 최적의 BOM을 구현하는 Kinetix 5000 시리즈가 소개됐다.
리니어 싱크로너스 모터(LSM, Linear Synchronous Motor)란 전기자 권선을 지상에 고정하고, 그 위를 이동하는 이동체에 계자로서 일반적으로 영구자석을 탑재하고, 고정된 전기자 코일에 이동체와 동기한 전력을 공급하는 것으로 이동체를 구동하는 방식을 의미한다. 로크웰에서는 이를 ICT(Independent Cart Technology, 독립형 무빙 카트 기술)라고 부른다.
제조품의 개별 제어가 가능한 시스템으로, 각 제조품은 속도, 위치, 가속도 등을 개별적으로 제어할 수 있고, 각 공정의 적시에 제조품을 제공함으로써 생산속도와 생산효율을 극대화할 수 있게 된다. 기존 물류시스템이 가진 제한적인 공급패턴을 넘어 유연하게 대응할 수 있는 시스템이다.
제조현장의 요구사항/트렌드
제조현장에서는 기본적으로 생산성 향상에 목표를 두고 여러 가지 활동들이 이루어진다. 예를 들어 자동차 제조현장에서는 모델체인지를 위한 빠른 공정 변경이 중요한 요소가 된다.
유지보수 비용 절감, 에너지 절감, 공간절약 등 역시 중요한 요구사항이며, 특히 소량의 제조품 생산에서 대량의 제조품 생산까지 유연한 생산량에 대응하고 싶어하는 것이 최근의 트렌드다. 또 반도체, 평판디스플레이, 식음료 등 제조환경에 민감한 공정에 대한 손쉬운 제어도 하나의 요구사항다. 이외에도 지속 가능한 생산 환경, 재고를 줄이기 위한 적시 생산, 예방/예지 보전 등의 요구사항이 있다.
이러한 요구사항들은 물류시스템과 밀접한 관련이 있다.
물류시스템은 80년대에는 주로 기구적인 시스템이 유기적으로 동작할 수 있게 구성이 되어 있었고, 이러한 경우 생산량은 45PPM으로 상당히 제한적이었다. 그 후 2000년대에 들어와서는 물류시스템의 컨베이어와 그 외 부분들이 서보모터를 이용해서 좀 더 빠르게 내보낼 수가 있게 됐다. 여기에서 체인지 오버 타임을 살펴보면 패키지 사이즈 변경에 따라 컨베이어 간격과 각 서보 위치의 변경에 작업공수가 들어간다.
그 이후 2015년 정도에 ICT 솔루션이 도입되기 시작했다. 로크웰의 트랙시스템인 iTRAK을 적용해 패키지 작업을 하는 영상이 소개됐는데, iTRAK을 사용하게 되면 서보모터를 사용하는것에 비해 약 2배 정도 생산성이 향상되고 체인지오버 타임은 0다. 왜냐하면 그전의 기구적인 작업을 모두 소프트적웨어으로 처리하기 때문이다.
ICT의 동작원리
ICT의 동작원리는 기본적으로 리니어 모터 구동원리와 동일하다. 모터의 1차 측에는 모터코일이 설치되어 있으며, 그 위에 모터 2차 측에는 영구자석과 함께 Vehicle이 위치한다. 즉 코일에서 동기된 전력으로 영구자석을 움직이게 하고, 홀센서(Hall effect Sensor)를 통해 위치 피드백을 받아 위치제어를 수행한다. 기존의 리니어 모터의 경우 모터 코일이 움직이는 구조로 관련 케이블에 의해 움직이는 거리에 제약이 있었다. 이러한 ICT의 경우 파워나 피드백을 위한 케이블이 필요없는 마그네트 플레이트가 움직임으로써, 스트로크의 제한에서 벗어나 수백 미터의 물류 시스템을 커버할 수 있게 됐다. 더불어 기구적인 마찰부분이 기존 컨베이어 시스템에 비해 적기 때문에 유지보수에서도 유리하고, 이러한 구조의 모터의 조합에 따라 직선, 커브, 분기, 합류 등 다양한 형태의 레이아웃에 대응할 수 있다.
ICT 제품 라인업

<그림4> ICT 제품 포트폴리오(사진. 로크웰 오토메이션 코리아)
ICT의 제품군에는 MagneMover LITE를 비롯해서 QiuickStick, QuickStick HT, iTRAK의 4가지 제품이 있다.
MagneMover LITE와 QuickStick, QuickStick HT는 장비와 장비 물류시스템으로 적용되는 것이 보편적으로, 대형 물류시스템에 적합하다. 실제로 무버 대수를 수백 개까지 구성해서 사용할 수 있다.
반면에 iTRAK은 장비 내부의 물류 시스템으로 사용되는 것이 보편적이며, 고속 고정밀 제어를 위해 사용된다.
MagneMover LITE는 가장 작은 부하를 제어하는 솔루션으로, 현재 10Kg까지의 부하를 제어할 수 있다. QiuickStick은 약 100Kg의 부하를 제어할 수 있으며, QuickStick HT는 약 5톤의 부하를 컨트롤 할 수 있어서 자동차나 놀이시설 등의 산업분야에서 인기가 있다. iTRAK은 약 40Kg의 로드를 초당 최대 5미터의 속도로 제어할 수 있는 고사양의 솔루션이다.
MagneMoverLite
가장 작은 부하를 제어하는 시스템이다. 레고블록처럼 쉽게 조합하여 구성이 가능하다. 합류, 커브 등 다양한 형태의 레이아웃을 구성할 수 있다. 적용되는 무버는 슬라이드 타입 외에도 휠타입, 두 개의 마그넷을 사용하는 텐덤(Tandem)형태도 제공이 된다.
휠타입을 적용하면 최대 10Kg의 부하를 핸들링할 수 있다. 좀 더 정밀한 제어를 위해서는 Precision rail 타입이 옵션으로 제공이 된다. 레일이 없는 모터와 마그네트 만을 제공해서 사용자가 원하는 레일을 조합해서 사용할 수도 있다.
QuickStick & QuickStick HT
QuickStick은 최대 100kg의 부하를 컨트롤할 수 있는 모터다. MagneMoverLite와는 다르게 모터 이외의 기구적인 부분인 트랙, 레일은 고객의 어플리케이션에 맞도록 적절한 타입으로 구성을 해야만 한다. 마찬가지로 커브와 분기, 합류 등의 구성이 가능하고, 하드웨어 구성이 매우 심플한 것이 장점이다.

<그림5> QuickStick은 구성이 매우 심플한 것이 장점이다.(사진. 로크웰 오토메이션 코리아)
코일과 드라이브 모듈을 내장한 모터, 모터와 모터는 통신케이블로 연결이 되고, 노드 컨트롤러와 호스트 컨트롤러인 PLC 정도의 시스템으로 구성이 매우 심플하고, 별도의 배선작업이 없다는 것이 장점이기도 하다.
일반 물류시스템부터 어셈블리 라인 등 현재 한국에서 가장 많이 사용되고 있는 제품이다.
QuickStick HT의 가장 큰 특징은 5톤에 해당하는 부하를 컨트롤할 수 있다는 점이다. 기본적인 제어방식이나 구성은 MagneMoverLite와 QuickStick과 다르지 않다. 구성에서 다른 점은 모터를 제어하는 짧은 모듈이 QuickStick처럼 모터내장형이 아닌 외부에 별도로 장착이 된다는 것이다. 최대 5톤의 부하를 컨트롤 한다는 것에 착안하면 자동차 산업같은 잦은 모델 체인지가 발생하는 라인에 적합하다. 기존의 컨베이어 체인을 사용하는 경우, 차종변경 시 라인의 많은 부분이 하드웨어적으로 변경이 돼야 한다. 즉 센서의 위치, 스토퍼 위치, 팔레트의 간격조정 등이 필요하게 된다.
그러나 이러한 솔루션을 사용하게 되면 모델 체인지에 대해 소프트웨어적으로 적용할 수 있는 부분이 많아지기 때문에, 체인지오버에 따른 공수도 최소화할 수 있다.
iTRAK
iTRAK은 다이나믹한 운동성능과 정밀도를 가지고 있다. 기본적으로 레일과 시스템이 통합되어있는 타입으로 제공이 된다. iTRAK은 로크웰의 Logix PLC의 모션 기능을 그대로 활용을 하기 때문에, 동기제어 이외의 고급 모션 등을 구현할 수 있다. 이런 것은 장비 내의 다른 모션 시스템과 동기를 이루어 정지모션 없이 생산을 할 수 있게 만들어 줄 수 있다.
각기 다른 4개의 공정이 iTRAK 시스템에서 이루어지고 있는 영상이 소개됐다. 영상에서 각 공정은 대기시간 없이 연속적으로 작업을 할 수 있도록 무버가 제조품을 공급한다. 기존의 컨베이어 시스템과 비교하면 공간적인 면과 생산성에 있어서 매우 큰 이점을 제공한다.
ICT 제어 방식
로크웰의 ICT를 제어하는 방식은 Fire and Forget 방식과 SYNC IT 방식의 두 가지로 나눌 수 있다.
Fire and Forget 방식은 비동기화 방식으로 사용자가 택시를 타는 것과 유사하다. 즉 처음 목적지에 대한 지령 후 택시 운전사가 알아서 가는 방식으로 동작한다. MagneMoverLite, QuickStick, QuickStickHT가 이에 해당된다. 호스트 PLC나 PC에서는 무버간 충돌, 루트 관리, 자동대기 이러한 동작에 관여할 필요없이 제어를 위한 프로그램을 매우 가볍게 만들 수 있고, 많은 무버를 비교적 쉽게 컨트롤할 수 있다는 것이 큰 장점 중 하나다.
동기화 방식(SYNC IT)은 사용자가 택시를 타는 것이 아니라 직접 운전을 하는 것으로 볼 수 있다. 이는 고기능 동작 모션이 가능하게 되고, 주행 중 로봇이나 서보모터들과 동기제어를 할 수 있다. iTRAK이 여기에 해당이 되고 나머지 MagneMoverLite, QuickStick, QuickStickHT는 옵션사양으로 제공을 하고 있다.
MagneMotion, 충돌방지 기능 내장
MagneMotion은 기본적으로 충돌방지 기능을 내장하고 있다 이 기능은 대차의 속도에 따라 안전거리인 Headway distance를 유지하며 동작을 한다. 자동차의 Adaptive cruise control(적응식 정속주행 시스템)과 유사하다고 볼 수 있다. 만약, 선행 대차의 급정지 상황 발생 시, 뒤 대차들은 바로 감속 정지 프로세스로 정지 후, 대기한다. 근본적으로 대차 간 충돌방지는 안전한 시스템에 더불어 PLC 또는 PLC 제어 측면에서 충돌에 대한 인터록 프로그램을 줄일 수 있기 때문에, 개발공수를 줄일 수 있다. 특히 대차의 개수가 많을수록 이러한 점은 두드러질 수 있다.
에뮬레이팅을 활용한 가상 시운전
에뮬레이트3D(Emulate3D)라는 솔루션을 통해 가상의 커미셔닝을 할 수 있다. 사용자의 모델링 기반에 ICT 제품을 접목시켜 완벽한 3D 형태의 어플리케이션을 구성할 수 있다. 단순히 모델링에 그치지 않고 어플리케이션 상의 모든 동작을 구현, 테스트할 수 있다. 특히 부하의 물리적 특성, 운동특성을 부여하여 추락, 충돌 등 예기치 못한 상황을 예측할 수 있다. 이와 더불어 실제 PLC와의 연동을 통해 가상 시운전을 구현할 수 있어서 설비개발에 있어 많은 시간과 노력을 줄일 수 있다.
동영상에서는 실제 PLC와 iTRAK 또는 마그네모션의 연동을 통해 프로세스를 더욱 구체화시켜 설비 제작 전에 모든 프로세스와 성능을 검증할 수 있다는 것을 보여줬다.
특히 ICT와 같이 생산성, 기구적인 부분에 민감한 솔루션일수록 시행착오를 줄이고 시운전시간 단축에 많은 기여를 할 수 있다. 특히 현장에서 빈번히 발생하는 기구조립, 전장품 설치, 지연 등에 의한 시운전 기간이 많은 제약을 받는데, 이런 경우 더욱 유연하게 대응할 수 있다.
적용사례
1.쿠카시스템이 자동차 바디샵에 QuickStick HT를 적용한 사례.
QuickStick HT를 적용하여 공정의 효율성, 생산성을 감안한 전체적인 레이아웃 변경을 통해 용적률을 8%, 필요한 로봇 수 12%, 필요한 툴링을 반으로 줄일 수 있었다. 기계적인 요소 및 부품을 획기적으로 줄임으로써, 운영 및 유지보수 비용 절감에도 이점을 제공했다. 더불어 빠른 속도를 통해 생산성을 향상시키고, 적은 기계적 마찰 등으로 신뢰성을 향상시키는 한편, 모션 제어이기 때문에 빠른 모델 변경에 대응할 수 있는 것도 큰 장점으로 꼽혔다.
2. 자동차 시트제조공정
일직선의 긴 형태의 컨베이어 시스템을 ㄷ자 형태의 ICT 솔루션을 가상으로 구성하여 평가를 진행한 사례다. 이 사례에서는 기존 컨베이어 시스템의 불합리한 부분을 몇 가지 극복할 수 있었다. 즉 공급업체 독자적인 디자인 컨베이어 시스템으로부터 표준화된 시스템으로, 수많은 마모성 부품을 제거하고, 제조품의 공정추적을 위한 여러 가지 센서/ 복잡한 프로그램으로부터 해방될 수 있었다. 가상화 솔루션을 통해 여러 형태의 시스템 레이아웃을 손쉽게 검증해서 현장적용을 할 수 있는 것도 장점 중의 하나였다.
3. TRANSFORMIX라는 회사의 iTRAK 적용사례
기존의 일자 형태 장비를 정사각 형태로 구성함으로써 용적율 감소와 각 프로세스 대기시간을 제거함으로써, 최상의 생산량을 맞추고 있다. 이러한 것들이 고객사를 경쟁력 우위에 가져다 준 케이스다.
4. Systematix – 검증된 의료 용품 조립 공정
의료용품을 제조하는 공정 사례다. MagneMover LITE를 적용하여 용적율 감소, 인력배치 감소 등의 효과를 볼 수 있었고, 기존의 고정된 형태의 제조품 공급에서 벗어나 각기 다른 프로세스의 시간, 위치에 대한 제약없이 대응하기 때문에 중복되는 툴의 제거, 다품종 대응을 통한 전체적인 공정의 효율을 꾀할 수 있었다. 궁극적으로 전체적인 비용절감을 달성할 수 있었던 사례다.
5. 다루기 힘든 제조품의 방향 조정 및 그룹핑
iTRAK의 기술을 적용한 사례다. 플라스틱병의 패키징을 위해 병을 회전시키고 그룹핑을 위한 프로세싱이 적용이 됐다. 90도의 회전동작을 구현하고 있으며 제조품의 훼손을 방지하고 여기에 iTRAK은 부드러운 동작으로 각각의 불안전한 형태의 병을 최소한의 접촉으로 회전시키고 제조품을 서로 충돌없이 정렬함으로써, 제조품의 손상을 최소한으로 유지하면서 분당 4백개의 생산량을 충족하고 있다. 또한 제조품의 변경시 등록된 레시피에 따라 툴의 변경이나 추가 공수없이 일분 이내로 대응할 수 있는 것도 장점이다.
확장성을 위한 통합 모션 시스템
ICT에 이어 로크웰 모션 시스템의 포트폴리오와 특장점이 소개됐다.
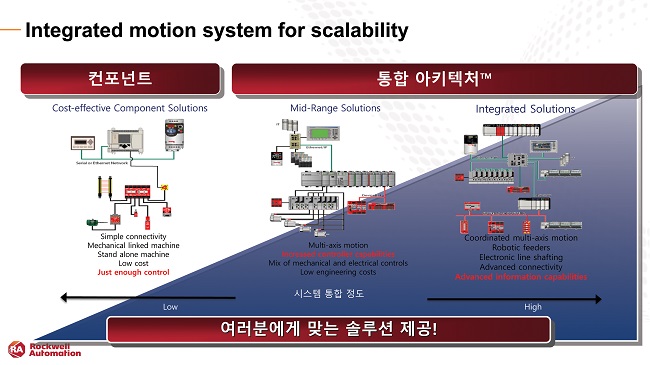
<그림6> 확장성을 위한 통합 모션 시스템(사진. 로크웰 오토메이션 코리아)
<그림6>은 로우엔드, 미들엔드, 하이엔드의 커버리지를 가지고 있는 로크웰 Logix 플랫폼 아키텍처를 보여주고 있다.
왼쪽은 소규모 시스템 구성으로 Logix 플랫폼이 아닌 마이크로 PLC를 활용한다. 단축 또는 두 축 정도를 제어한다든지 인덱스형 모션 시스템으로 I/O를 이용하여 제어하는 것으로, 간단한 모션제어에 적합하다. 마이크로 PLC임에도 불구하고 EtherNet/IP 네트워크를 지원한다는 것이 장점 중 하나다.
가운데 부분은 통합 아키텍처 미드레인지 솔루션이다. 단축에서 최대 32축까지 커버할 수 있는 중소형 규모의 머신을 제어한다. 중소형임에도 네트워크 토폴로지의 다양성과 네트워크 세이프티 역시 지원을 하고 있어서, 시스템을 손쉽게 통합할 수 있다는 장점을 지니고 있다.
오른쪽은 ControlLogix를 활용한 대형 시스템이다. 수십 축에서 100여 축 이상의 라인을 커버할 수 있는 구성이다. CPU의 리소스를 다양하게 할당하여 사용할 수 있는 것이 Logix의 장점이기도 한데, 모션에 집중하여 관련 리스폰스를 높인다든지 네트워크망을 크게 가져간다든지 이런 것들을 발란스에 맞춰 구성할 때, 미드레인지에 비해 다양성과 규모 면에서 커버리지가 훨씬 더 넗다.
이렇게 소형에서 대형까지의 네트워크 모션의 제어 규모를 사용자의 시스템 규모에 맞춰서 최적화하여 구성할 수 있는 것이 Logix 플랫폼의 특징이다.
로크웰의 모션시스템 라인업 방향성
상위에 UltraWARE, CCW, MotionView, Studio5000 등 로크웰의 모션 관련 툴이 존재한다.
그동안 별도로 사용되던 툴들은 대부분 없어지고 스튜디오5000으로 통합이 되고 있다. CCW는 마이크로 PLC를 위한 구성에서 사용되는 툴이다. 전체적으로는 스튜디오5000에 포커스 돼서 진행이 되고 있다.
서보 드라이브의 경우 Kinetix5000 시리즈 이외에 다양한 라인업이 있는데, 현재 Kinetix5000시리즈로 통일이 되고 있다.
Kinetix 5100은 로우엔드 모션에 대응하는 모델로, 인덱스 모션을 가지고 동작을 한다. 인덱스형 서보 드라이브지만 EtherNet/IP를 지원함으로써, 기본적으로 Logix와의 통합을 할 수 있고 리모트 I/O처럼 쉽고 간단하게 통합을 구현할 수 있다.
Kinetix5300은 아직 출시 전 모델로, 기본적으로는 CIP모션을 지원하고 있다. Logix의 고급모션 동작을 모두 구현할 수 있다.
Kinetix5500은 네트워크 세이프티, 싱글 케이블, 선택적으로 DC버스 공유를 할 수 있는 모델로, Kinetix 5300에 비해서 전반적인 구성이 상위에 포지셔닝 하고 있다.
Kinetix 5700은 다축 고용량, DC버스 공유, 네트워크 세이프티는 물론 어드밴스트 세이프티를 구현할 수 있는 고사양의 서보 시스템이다.
다음은 컨트롤러 라인업이다.
CompactLogix는 적게는 단축시스템, 많게는 32축의 시스템을 커버할 수 있고, 그 이상의 다축시스템은 ControlLogix로 커버를 한다.
로터리 서보 모터 라인업
50와트에서 15키로와트까지 커버하고 있는 TLP모터가 로크웰 로터리 서보모터 포트폴리오의 가장 상위에 위치한다. 이 모터는 현재 Kinetix5100과 앞으로 나올 Kinetix5300에서만 지원을 할 예정이다.
그밑에 MPL이 있고, 그 아래 MPM모터는 오랜 시간 검증된 안정적이고 넓은 커버리지를 가진 서보모터로서, 로크웰의 스테디셀러 제품이다.
MPS/VPS는 스테인리스 바디 타입으로, 모터 샤프트를 실 타입으로 제작하여 IP 67 규격까지 만족하는 내환경 타입의 서보모터다.
MPF/ VPF는 바디가 에폭시 코팅으로 되어있고, 내부의 그리스 누출 등에 대한 부분이 식품 그레이드에 준하는 등급으로 제작이 되어 있다.
그밑에 VPL모터 역시 로크웰의 스테디 셀러 중의 하나로, 싱글케이블을 가지고 하이 퍼포먼스 라인업으로 5.5키로와트 용량까지 커버를 한다.
VPC는 IPM 기술이 적용된, 고속에서 고토크를 유지할 수 있는 특징을 지니고 있는 서보모터다. 수십키로와트의 큰 용량까지 적용이 가능하다.
마지막 HPK 모터는 큰 토크를 위해서 인덕션 모터를 이용한 고용량 서보모터다. 100키로와트 이상의 큰 용량까지 커버가 가능하다.
추가적으로 다이렉트 드라이브 모터인 RDD(로터리 다이렉트 드라이브) 모터 역시 지원을 하고 있다.
리니어 모터 라인업
리니어 모터는 크게 세 가지로 분류된다.
먼저 MagneMotion의 경우 리니어모션을 대형 물류 시스템을 커버하기 위해 확장한 개념의 스마트 리니어 물류 시스템으로, 로크웰은 ICT 솔루션이라고 부른다. 기본적으로 장비와 장비간 대형의 물류시스템을 커버한다. 부하 커버리지는 100그램의 리조버부터 오토네라라는 부하를 핸들링 할 수 있다.
중간의 iTRAK 역시 리니어모터를 이용한 트랙타입의 모션인 ICT 라인업이다. 머신 내부에서 다이나믹하게 동작이 필요한 곳에 적합하다. 주로 식음료 산업의 패키징 머신에 실적이 많다.
코어타입의 높은 추력을 낼 수 있는 LDC 리니어모터가 코어리스 타입의 정밀제어를 할 수 있는 LDL모터가 있다.
LDAT 또는 MPAS의 경우 반조립된 제품으로, 고객의 설계공수를 줄여줄 수 있는 리니어 스테이지형 모션 솔루션이다.
MPAI, MPAR 시리즈는 전기 실린더다. 기존의 공압이나 유압의 실린더처럼 에너지 손실이 크고 정밀도가 좋지 못한 부분을 서보모터를 이용해 대체할 수 있는 솔루션이다.
다음은 각 드라이브의 특장점에 대한 설명이다.
Kinetix5000 시리즈 중 가장 막내격인 Kinetix5100은 TLP 모터와 페어가 되어 사용이 되고, MPL 모터 역시 호환이 된다. 최대 15키로와트 드라이브까지 지원을 함으로써 대부분의 어플리케이션에 대응이 가능하다. PTO, 펄스 트레인, 아날로그 속도, 토크제어를 지원한다. PC 제어 솔루션이나 컨트롤러가 로직스가 아닌 이기종 간 제어에 적합하다. Logix와 EtherNet/IP의 통신을 통해서 기본적인 인덱스형 위치제어를 지원한다. CLP 모션과 같은 고정도의 모션제어가 아닌 포지션 투 포지션의 싱글 축 제어를 수행한다. Logix와 연결되는 방식은 리모트 I/O같은 플러스원 통신으로 정주기 통신을 지원한다. 그 외에 내장되어있는 인덱스 테이블에 의해서 최대 99스텝의 인덱스 제어가 가능하다. 이는 EtherNet/IP 통신을 통해서 또는 외부 I/O를 통해서도 제어가 가능하다. 특징 중의 하나는 내장된 일렉트릭 CAM 프로파일을 유저가 원하는 프로파일 형태로 단일 축 또는 외부 엔코더 신호에 동기하여 간단한 일렉트릭 CAM제어를 수행할 수 있다는 것이다. 이외에 듀얼포트 EtherNet/IP를 지원하고 있어서 Device Level Ring(DLR) 구성이 가능하고 다양한 토폴로지를 지원할 수 있다.
Kinetix5100은 로우엔드 포지션에 위치하지만, 네트워크를 통합한 커넥티비티를 지원하고, 다양한 기능들로 여러 가지 어플리케이션에 대응이 가능하다.
Kinetix5500은 CIP Motion을 통해서 동작을 한다. Gearing, e-CAM, Kinematics(Delta robot) 등의 고급 모션을 지원한다.
CIP Motion의 경우 표준화된 데이터 매칭과 명령으로 손쉽게 프로그램에 접근 및 작성이 가능하다. VPL motor와 페어로 싱글 케이블 기술을 지원하며, 이는 피드백 레코더 라인의 노이즈에 대한 부분, 배선공수에 대한 절감효과를 얻을 수 있다. 이외에 선택적으로 DC Bus를 공유함으로써 다양한 형태로 에너지를 절감하고, BOM을 최적화할 수 있다. 세이프티 관련해서는 하드웨어 방식의 STO와 네트워크 타입 STO를 지원함으로써, 세이프티 네트워크와 통합을 쉽게 구성할 수 있다.
마지막으로 맏형격인 Kinetix5700은 Kinetix5500의 특장점을 모두 수용하고 있다. 한 개의 모듈에서 두 개의 축을 제어할 수 있는 듀얼 축 모듈을 기본으로 채택하고 있어 공간적인 부분에서도 이점을 얻을 수 있다. 컨버터 모듈인 파워모듈을 통해서 모든 모듈의 DC파워를 공급하는 형태의 시스템이다. 즉 DC버스 공유가 기본형태이고 200암페어 이내에서 한 개의 드라이브 그룹을 형성할 수 있다. 이러한 구성은 한 구성 내의 축들의 모션 동작순서나 형태에 따라서 에너지절감을 꾀할 수 있고, 드라이브가 차지하는 공간도 획기적으로 줄일 수 있다. 이러한 특징 및 장점과 더불어 네트워크 세이프티, 어드밴스드 세이프티를 지원함으로써 안전하게 시스템의 속도, 방향, 정지형태 등을 진일보한 방식으로 관리하고 제어할 수 있는 것이 특징 중의 하나다.
<그림7> 로크웰 모션 시스템의 전체적인 특장점(사진. 로크웰 오토메이션 코리아)
로크웰 모션 시스템은 첫 번째, 여러 형태의 규모, 다양한 형태의 시스템을 단일화된 Logix 플랫폼을 통해서 유연성 있게 대응할 수 있다. 별도의 모션 모듈 없이 Logix에 내장된 고급 모션기능들을 그대로 활용하여 적용할 수 있다.
두 번째, EtherNet/IP라는 네트워크를 사용하기 때문에 스타, 링, 리니어 등 다양한 토폴로지를 구성할 수 있고, 이로써 많은 제약이 따르는 다른 네트워크 방식과 비교해서 유연하게 대응할 수 있다.
세 번째 Kinetix5500, 5700의 경우 DC버스 공유를 통한 에너지 절감효과나 BOM의 최적화를 꾀할 수 있다.
네 번째, VPL모터를 이용한 싱글 케이블 형태의 배선방식은 초기설치 공수 절감, 작업자의 실수를 근본적으로 제거하고, 엔코더라인에서 발생할 수 있는 취약한 노이즈 대책에 대해서도 높은 신뢰성을 제공한다.
그리고 배터리가 없는 절대치 엔코더 역시 관리 포인트를 줄여주고, 초기설정, 셋업공수에도 이점을 제공한다.
다섯 번째, 네트워크를 이용한 세이프티 기능은 별도의 하드와이어 공수없이 손쉽게 통합화하고 모니터링과 제어를 할 수 있다.
더불어 다양한 세이프티 기능 (Advance safety 기능(STO, SS1, SS2, SOS, SLS, SDI)을 제공함으로써, 더욱 안전하고 신뢰할 수 있는 장비를 제작할 수 있도록 도와준다.
Ⅴ. 최용훈, 산업용 IoT 솔루션 및 증강현실 솔루션을 통합한 엔드 투 엔드 디지털 트랜스포메이션 솔루션
본 세션에서는 스마트 제조를 위한 디지털 트랜스포메이션 여정에 필요한 요소 기술 중 일부인 산업용 IoT 플랫폼, 데이터 분석, 증강현실 관련 로크웰 오토메이션의 솔루션에 대해 소개가 됐다.
디지털 트랜스포메이션 과정
로크웰의 커넥티드 엔터프라이즈(The Connected Enterprise)는 전사적으로 초연결된 환경을 만들고, 그로 인해서 공장이나 기업이 실시간 인텔리전스를 얻는다거나 좀 더 확장이 가능한 형태의 분석 또는 MES를 포함해서 지속적으로 운영에 대한 성과를 향상시키는 가치를 전달하는 슬로건이다.
이 슬로건 아래 고객들의 요소기술을 정리해보면 대부분 WRAP, EXTEND, TRANSFORMATION이라는 과정으로 가게 된다.

<그림8> 디지털 트랜스포메이셔 과정(사진. 로크웰 오토메이션 코리아)
첫 번째로는 개별 시스템이나 단위설비 혹은 인력을 연결하는 WRAP 단계로, 이렇게 연결된 데이터를 응용하고 활용할 수 있는 EXTEND 단계로 확장을 하게 된다. 이후로는 머신러닝이나 AI, 여러 데이터, 운영에 대한 축적된 지식기반의 의사결정들을 데이터를 가공하는 형태로 운영하는 트랜스포메이션 단계로 넘어가는 것이 최근의 고객들의 상황이다.
최근의 스마트 제조나 디지털 트렌스포메이션이라고 하는 주제 안에 있는 몇 가지 요소기술들을 로크웰은 FactoryTalk Innovation Suite이라는 패키지로 몇 개의 제품을 그루핑했다.
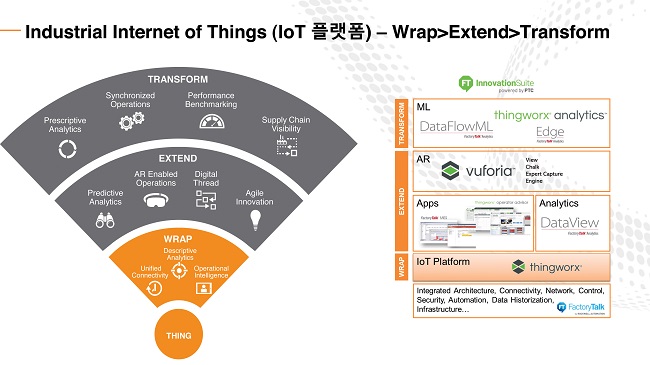
<그림9> 디지털 트렌스포메이션 요소기술과 FactoryTalk Innovation Suite(사진. 로크웰 오토메이션 코리아)
그안에는 산업용 IoT 플랫폼, 증강현실 내지는 확장형태로 구성되어있는 데이터 분석 솔루션이나 MES가 포함되어 있다.
Wrap Thimg하는 단계에 해당하는 산업용 IoT 플랫폼 ThingWorx
FactoryTalk Innovation Suite의 가장 근간이 되고 있는, 밑바탕이 되는 WRAP 단계에는 IoT 플랫폼이 있다. 이렇게 하는 이유는 과거에는 시스템이 계층단위로 구성이 되어 있기 때문에 0단계, 1단계. 2단계, 3단계로 가는 과정에서 어느 한 계층에서만 간격이 벌어져도 밑단 또는 제일 상위단의 투자된 시스템이나 계측장비들이 그 역할을 온전히 하지 못하는 경우가 많았기 때문이다. 산업용 IoT Platform의 가치는 예를 들면 어떤 한 플랫폼 단위로 데이터를 묶는다고 하는 것이다. 그러면 하나의 개별 시스템이 아니라 전체 단위설비나 개별개별 데이터들을 한 통 안에 담아놓고 모니터링을 할 수 있게 되고, 필요한 내용들을 제어하거나, 그 사이에 연산이 맺어져서 자동화를 한다거나 그 안에서의 데이터 분석을 통해서 최적화하는 형태로까지 확장이 된다. 그래서 좀 더 유연하고 신속한 데이터 기반의 의사결정을 하게 된다거나 이미 구축한 내부에 있던 시스템들을 통합해서 확장성을 가져가게 한다거나, 플랫폼에서 제공하는 생태계 즉 앱 개발자나 다양한 응용 소프트웨어들을 향후 개발에 좀 더 연착륙시킬 수 있도록 하는 것이 산업용 IoT 플랫폼이다.
로크웰은 재작년 PTC에 1조 원을 투자하면서, PTC의 씽웍스(ThingWorx)를 IIoT 플랫폼으로 활용한 영업과 마케팅을 전개하고 있다.
ThingWorx는 데이터를 연결하는 것이 첫 번째로 역할이다. Kepware Server라고 하는 데이터 커넥티비티를 제공하는 소프트웨어 드라이버와 연결해서 이 플랫폼으로 가져온다.
두 번째는 이렇게 A, B, C, D 시스템에서 가져온 데이터를 Thing이라는 객체모델로 만들고, 이 모델링된 객체화된 Thing들을 서로 연산을 하게 만들거나, 그 사이에서의 맥락을 분석을 하거나, 개별개별 시스템에서 하나의 태그값 형태로 가지고 있었던 것을 객체화해서 좀 더 데이터를 정보화하는 형태로 그리고 그 정보를 시각화된 형태로 제공을 하게 된다. 다양한 ThingWorx의 개발자들 혹은 고객사들이 자체적으로 만들어 썼던 앱이나 응용소프트웨어들을 같이 통합해서 운영하는 형태로 커스터마이제이션 부분을 제공하고 있다.
ThingWorx가 전달하는 고객의 가치는 간단하다. 개별개별의 자동화시스템 흔히 OT라고 부르는 시스템부터 전사적으로 관리하고 있는 ERP에 이르기까지 모든 어플리케이션들을 통합하는 통합 플랫폼이 그것이다. 그래서 다양한 개별시스템들을 한 통에 담아놓고 한 화면에 볼 수 있게끔, 그 개별시스템 사이에 컨텍스트라고 부르는 맥락을 만들어 주는 게 큰 가치 중 하나다.
공장 안에는 다양한 종류의 데이터가 있다. 유지보수 스케쥴이라고 하는 MES 상에 존재하는, 또는 ERP에서 가지고 있는 트랜젝션 형태의 데이터들을 관계형 데이터베이스(RDB)라고 부른다.
그리고 공장에서는 PLC나 센서, DCS들에서 만들어지는 센싱에 대한 태그값들이 있는데, 이런 것들은 트랜젝션 형태로 존재하지 않기 때문에, 리얼타임 데이터베이스(RTDB) 또는 시계열 데이터베이스가 있다. 유지보수팀, 보전팀에서 운영에 대한 조치를 하게 되면 보전일지나 설비관리 로그북 같은 데에 기록을 한다. 수기 기록 데이터다.
RDB, RTDB, 매뉴얼 데이터, 레코드 이런 것들이 각각 개별적으로 떨어져 있는 시스템의 관리를 하거나 종이문서의 관리를 하게 되는데, 이 안에서 만들어지고 있는 데이터의 속성이나 혹은 서비스값들, 이벤트 로그 기록들을 하나의 Thing Model 형태로 만들어 놓으면 훨씬 직관적으로 데이터를 정보화하는데 도움이 된다.
이 Thing Model들은 객체지향적 형태를 띠고 있다. 이러한 형태로 객체지향적 Thing 모델을 여러 개 만들 수 있다. 이것을 Thing Template이라고 부를 수 있다. 물리적인 영역의 라이브러리를 탬플릿이라고 부른다면, 각각의 데이터에 대한 탬플릿들을 쉐이프(Shape)이라고 부른다.
예를 들면 Thing Shape이라는 걸 하나의 실적 데이터 대시보드라고 만들어놓고, 단위설비로부터 특정 태그값을 PLC나 MES, ERP로부터 몇 가지를 가지고 와서 하나의 대시보드 세이프를 만들어놓는다. 그러면 물리적인 탬플릿들 위에 거기에 해당하는 데이터의 대시보드 세이프들을 하나씩 맵핑할 수 있다. 그러면 용접로봇 1번에 대한 Thing Shape 즉 실적데이터에 대한 대시보드를 여러 소스데이터들로 종합해서 하나의 화면으로 만들어 주는 것이 가능하다.
Thing Shape를 만들어서 소스데이터로부터 만들어진 여러 가지 연결된 소스데이터를 하나의 세이프 형태의 라이브러리로 만들어놓고, 해당 단위설비나 혹은 해당 사이트 공정라인에 해당하는 종합적인 데이터의 대시보드를 만들어놓는 게 가능하다.
주목해야 할 부분은 이렇게 대시보드 화면을 만들고 각각의 단위공장에 대해서 연결하는 것들을 하나의 탬플릿으로 해놨기 때문에, 매번 반복작업을 하는 게 아니라 IoT 플랫폼에서 만들어진 Thing Shape, Thing Template을 반복해서 쓰다 보니까 공장을 표준화하는데 용이하게 사용이 될 수 있고, 여러 가지 개별적으로 떨어져 있는 단위설비에 대한 KPI 데이터를 하나의 데이터 소스가 아닌 여러 개의 데이터소스로부터 조합해서 종합한 정보를 볼 수가 있다는 점이다.
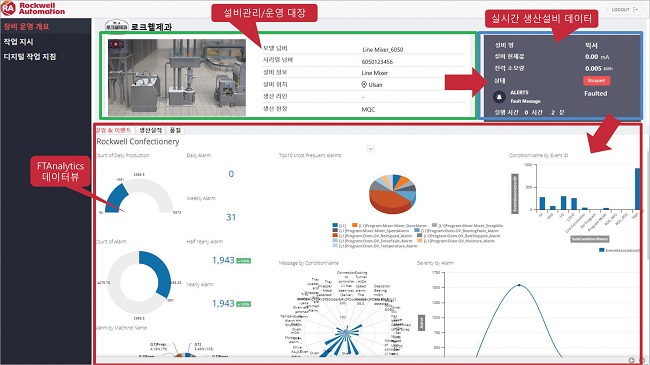
그래서 하나의 샘플을 보면, 로크웰제과라는 회사가 있을 때 설비관리/운영대장과 실시간 생산설비 데이터, MES 작업자 트랜젝션 정보가 있다. 이 3개의 시스템을 하나의 화면에 담는 게 과연 특이할 만한 일인가? 한 화면에 담는 게 중요한 게 아니라 이 개별 시스템 간에 맥락을 만들어주는 게 산업용 IoT 플랫폼에서 강조돼야 할 내용이다.

<그림10>ThingWorx는 설비관리/운영대장과 실시간 생산설비 데이터, MES 작업자 트랜젝션 정보를 한 화면에 담을 수 있다.(사진. 로크웰 오토메이션 코리아)
예를 들면 HMI로부터 믹서설비에 대한 알람이 울렸다고 하면 첫 번째로는 이 사람이 설비관리 운영대장을 보고 어느 라인에 있는 어떤 시리얼 넘버를 가진 설비인지를 파악해서 바로 유지보수 담당자에게 연락을 할 것이다. 그러면 만약 보전팀의 설비담당자에 대한 정보를 알고 있다면 바로 연락하면 되지만, 그게 아닐 경우가 훨씬 많기 때문에 이 설비대장 운영대장 안에 있는 자산의 OEM의 컨택포인트를 확인을 할 수 있게 된다. 그렇게 해서 조치에 대한 요청을 한 다음에, MES 작업자 트랜젝션 안에서 이 고장난 설비의 파트 중에 어떤 스페어파트가 입고가 되어있는지 또는 가용한 지 확인을 할 수가 있고, 어떤 특정라인에 있는 믹서설비가 고장이 났기 때문에 다른 쪽 라인으로 우회생산을 해야된다라는 형태로 의사결정을 할 수 있도록 생산계획에 대한 MES 작업자 트랜젝션을 또 한 번 내려줄 수 있다.
즉 첫 번째로는 데이터를 연결하는 것이 산업용 IoT 플랫폼의 특징이고, 이렇게 연결된 데이터를 개별적으로 떨어뜨려 놓는 게 아니라 Thing Model로 객체화하고, 그 객체화된 물리적인 탬플릿과 그리고 거기에서 연결된 데이터들을 하나의 세이프 형태의 라이브러리로 구성해서 공통된 데이터로부터 정보를 뽑아내는 형태로 운영할 수 있고, 마지막으로 서로 연결된 응용시스템이나 개별 데이터들 사이에 맥락을 만들어서, 작업자들로 하여금, 혹은 의사결정을 하는 운영진으로 하여금 이 시스템들 사이에 시퀀스 혹은 의사결정의 시퀀스를 좀 더 변환을 해준다. 이것이 산업용 IoT를 이용하는 이유다.
여기까지는 Wrap Thing하는 단계에 해당하는 산업용 IoT 플랫폼 ThingWorx에 대한 내용이다.
FactoryTalk Analytics DataView-실시간 및 이력데이터를 통한 시각적 데이터 분석
두 번째는 데이터를 통계적으로 분석하는 영역이다. 로크웰은 데이터뷰(DataView)라는 솔루션을 제공하고 있다, DataView는 비즈니스 인텔리전스 툴에 해당한다.
첫 번째는 데이터를 응용소프트웨어에 개별적으로 저장하는 것이 아니라 연결해서 데이터를 취합하고 표준화하는 단계다.
두 번째는 연결된 데이터로 하여금 스토리보드라고 불리는 대시보드를 만들어 주게 되고, 이렇게 만들어놓은 대시보드는 HMI 작화를 하는 것처럼 실제로 운영하는 과정에서 시스템 사용자가 직접 데이터를 재조합하고 응용하는 형태로 운영이 되며, 마지막으로 이렇게 만들어놓은 스토리보드라고 하는 대시보드를 서로 공유하거나 다른 팀과 협업하는 형태로 활용하거나 레포트하는 형태로 운영이 된다.
Source Data를 별도의 수작업 없이 Import 후 자동 Story Board(보고서) 생성
첫 번째는 소스데이터가 여러 개 있는데 소스는 다양하다. FT어낼리틱스의 Analytics Edge나 DataFlow라고 하는 또 다른 응용 프로그램에서 데이터를 전처리하거나 혹은 분석해서 같이 본다거나 로크웰의 RTDB에 해당하는 시계열 데이터베이스인 FT Historian이나 SQL Server, Oracle과 같은 RDB들, Kafka, RabbitMQ, CSV나 Excel 혹은 빅데이터에 해당하는 Hive 쪽 내지는 로크웰의 ControlLogix나 CompactLogix 같은 백포인트 라이트데이터를 실시간적으로 가져오면 백포인트 서비스 플랫폼과의 통합도 가능하게 된다. 그렇게 해서 데이터를 연결하게 되면 스토리보드를 만들게 된다. 여러 개의 데이터 소스를 하나의 제3의 데이터베이스로 섞는 것도 가능하다. SQL DB나 OSISoft의 RTDB 또는 엑셀, CSV의 데이터들을 가져가서 매시업 과정을 통해서 서로 교집합끼리 묶거나 혹은 전체 통으로 묶어서 제3의 데이터를 만들어낸 다음에 거기로부터 인사이트를 얻을 수 있는 데이터뷰 스토리보드를 만드는 형태로도 운영을 하게 된다.
여러 소스의 데이터를 맥락화 하여 표현
서로 다른 소스 데이터들을 데이터세트 1번과 QL로부터 가져온 데이터세트 2번을 보고 중간에 있는 시리얼 코드라고 하는 교집합을 통해서 제3의 데이터를 만들고 이렇게 만들어진 연관관계가 있는 데이터를 통해서 스토리보드를 만들어서 인사이트를 가지고 가는 게 데이터뷰가 제공하는 기능 중의 특징이다.
Source Data를 토대로 KPI와 목적에 맞는 실시간 분석 레포트 생성
스토리보드를 원하는 형태의 데이터 분석을 해서 레포트 타입으로 변경이 가능하다.
스토리보드는 단순히 시각화에 그치는 것이 아니라 데이터를 통계적으로 분석을 하는 역할도 포함을 하고 있다. 데이터를 회귀분석을 하거나 케이밍 클러스터링(포캐스트)을 하거나 의사결정나무, 상관관계 분석 등의 일정영역의 통계적인 분석을 할 수 있다.
데이터를 스토리보드에 대한 이름으로 저장을 해놓은 다음에 저장된 형태를 JPG형태로 다운로드하는 것도 가능하고 이메일로 보내는 것도 가능하다.
시각화를 넘어서 통계적인 분석을 보고 싶다고 하면 몇 가지 통계분석 툴을 사용해서 데이터를 분석할 수 있다.
데이터뷰라고 하는 통계적 데이터 분석 툴 내지는 비즈니스 인텔리전스 툴이라고 불리는 BI 툴을 산업용 IoT 플랫폼에 또 하나 접목시킬 수 있다. 이 데이터뷰를 ThingWorx에 임베딩시켜서 데이터뷰를 통해서 가질 수 있었던 데이터로부터 얻은 통찰력을 운영에 참조시킬 수 있다.
예를 들면 조치가 끝났다고 하면 오늘 하루 동안의 우리 공장 내의 단위설비에 혹은 라인에 알람이나 이벤트가 몇 개나 있었는지 주로 빈번하게 일어났던 Top10 알람들은 어떤 것들이 있는지 등의 정보를 볼 수 있고, 추가적인 정보를 더 확인하고 싶다고 하면 데이터를 통계분석을 하다거나 하는형태로 운영을 할 수 있다.
<그림11> FTAnalytics 데이터뷰를 산업용 IoT 플랫폼에 접목시킬 수 있다.(사진. 로크웰 오토메이션 코리아)
세 번째로는 증강현실 기반의 작업환경의 변화다.
첫 번째는 IoT 플랫폼에서 랩핑을 했고 두 번째는 익스텐션하는 단계의 첫 번째로 통계적인 데이터 분석을 본다거나 비즈니스 인텔리전스 툴에 해당하는 데이터뷰에 대해 설명을 했다.
이번에는 증강현실에 대한 응용기술이다.
물리적으로 운전을 하는 영역과 증강현실을 운전을 하는데 어떻게 바뀔까? 예를 들어서 보자.
현장에 숙련자만 있는 것이 아니기 때문에, 좀 더 직관적으로 사람이 몰입할 수 있는 작업환경을 만들어주는 것이 중요하다는 이유에서 증강현실을 운용하는 이유다.
AR 시스템 구성 및 현장 필요사항
증강현실 경험서버(AR Server)가 모터의 Tag 값 및 운전여부 데이터를 받기 위한 네트워크 (노란색 화살표)와 경험서버의 컨텐츠를 사용자 단말장치에 전송할 수 있는 무선네트워크(파란 박스) 환경이 필요하다.
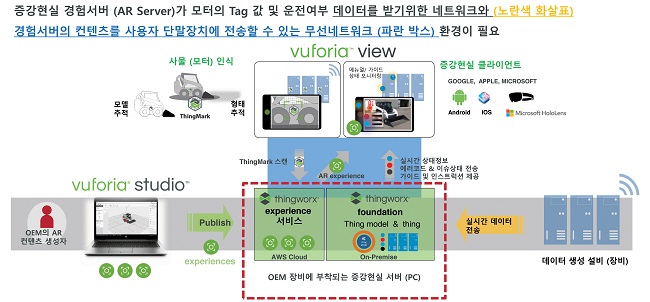
<그림12> AR 시스템 구성 및 현장 필요사항(사진. 로크웰 오토메이션 코리아)
데이터를 만들어내는 설비(PLC 등) 데이터들이 있다. 그리고 이 데이터를 만들어내는 판넬 설비, CNC나 DCS들은 유선으로 연결이 되어있을 것이다.
서버에 ThingWorx라고 하는 Thing Modeling을 하고 Thing을 라이브러리 안에서 컨피규레이트하는 산업용 IoT 플랫폼 안에서 연결을 하고 객체화를 한다. 그런 다음 박스 안에 있는 왼쪽에 해당하는 AR 익스피리언스 서비스에 해당하는 엔진 소프트웨어가 들어간다. 그러면 위의 상단의 실제 사용자들은 태블릿이나 스마트폰을 통해서 현장의 인식조건을 만족하게끔 할 것이다. 예를 들면 마크를 스캔한다거나 바코드나 특정기준 조건에 맞출 것이다. 그렇게 하면 파란색 박스 안에서 해당하는 무선 네트워크를 통해서 사전에 정의된 기준조건에 해당하는 AR 컨텐츠를 단말장치(태블릿이나 스마트폰)에 전달해준다. 물론 태블릿이나 스마트폰 외에도 스마트 글래스 마이크로소프트 홀로렌즈나 리얼웨어와 같은 스마트글래스와도 호환이 된다.
증강현실은 산업환경에서는 어떤 형태로 많이 쓰나?
증강현실은 산업환경에서는 유지보수 작업절차서, 운영성 향상, 원격지원 이 3가지 형태로 많이 쓰인다.
유지보수 작업절차서와 관련해서 증강현실은 기존의 종이문서 기반 표준작업 절차서(SOP) 의존도를 감소시키고 현장지침을 원격으로 업데이트할 수 있다. 또 장비의 부품 복구 및 교체방법에 대한 인스트럭션을 표준화한다.
운영성 향상과 관련해서 모든 현장에 HMI 터치패널이 있을 수는 없기 때문에 여건이 안되는 곳에서 운영성에 대한 단위설비나 실제로 공정에서 실시간성을 띠고 있는 태그 데이터들을 언제, 어디서나 보고 싶다는 형태로 쓴다거나, 장비운영 및 관리자에게 장비성능에 대한 대시보드 및 실시간 데이터에 대한 모니터링 환경을 제공하며, 안전하고 보안화된 환경에서 직무교육을 위한 3D 모델 기반 작업지침 및 상황별 시뮬레이션을 구성할 수 있다.
원격지원과 관련해서 미숙련자나 현장의 작업자들이 증강현실을 원격지원을 받을 수 있는 형태로 쓴다거나, 원격서비스 엔지니어가 중요한 정보에 빠르게 액세스하고 공동작업을 위한 솔루션을 제공한다. 또 공유된 작업공간에서 “내가 본 것을 전문가가 보고” 주석을 달아 원격 기술지원을 현실화한다.
데이터 예측모델 & 머신러닝
디지털 트랜스포메이션의 마지막은 데이터를 분석하는 툴에 해당하는 영역이다.
로크웰은 FT Analytics라는 이름으로 확장형태를 띠고 있는 데이터 분석 툴을 제공하고 있다. 그리고 ThingWorx라는 산업용 IoT 플랫폼 내에도 ThingWorx Analytics라는 분석 솔루션을 제공하고 있다.
분석이라는 주제는 반드시 확장형태의 모듈 구성을 가지고 있어야 한다. 왜냐하면 어느 시스템에도 어떤 사이트에도 한 번에 데이터 분석에 대한 기대치를 만족시킬 수 있는 솔루션은 없기 때문이다. 로크웰에서 제공하는 몇 가지 데이터 분석 툴들이 고객의 데이터 분석 고민을 해결해 줄 수 있다.
로크웰의 데이터 분석 툴은 세 가지 요소로 구성된다.
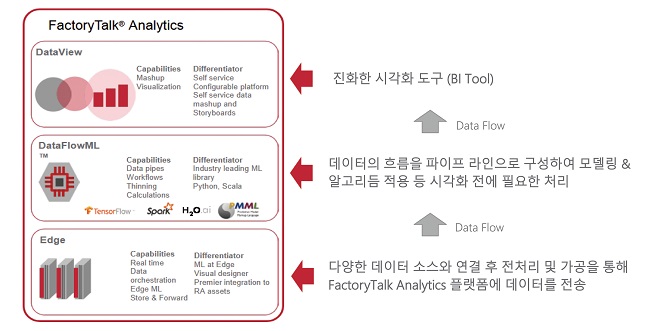
<그림13> 실시간 공정 데이터 분석을 위한 구성요소-최용훈 PPT2 34P 그림 사용(사진. 로크웰 오토메이션 코리아)
로크웰의 데이터 분석 툴은 데이터를 전처리하는 영역에 해당하는 Edge와 데이터를 모델링하고 알고리즘을 통해 예측값들을 파악하는 DateaFlowML, 확인된 예측값이나 아니면 데이터에 대한 결과값들을 시각화하는 DataView 이 세 가지 축으로 구성이 된다.
이 중에 DataView는 비즈니스 인텔리전스 툴이나 통계적인 데이터를 시각화하는 형태다.
우리가 데이터를 분석할 때는 다음과 같은 메커니즘을 따른다.
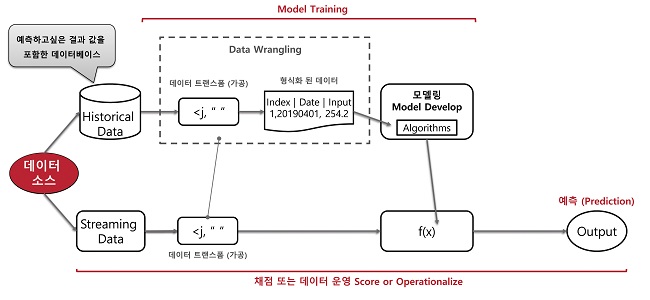
<그림14> 데이터 분석 – 지도학습의 일반적 메카니즘(사진. 로크웰 오토메이션 코리아)
왼쪽에 빨간색으로 데이터소스가 있고, 아랫부분을 보면 스트리밍 데이터라는 형태로 실시간성 데이터가 오고 있다. 그리고 일련의 가공과정을 거쳐 함수의 과정을 거친 다음에 데이터를 예측해서 아웃풋을 실제값이 나오기 전에 먼저 사전에 확인하는 게 우리가 하고자 하는 영역이다. 함수를 통해서 결과값을 예측한다고 했을 때 이 함수를 찾아내는 과정을 모델링을 한다고 보고, 그 모델링을 하는 과정에 몇 가지 알고리즘, 라이브러리를 사용할 수 있다.
그리고 이 모델링 역시 하루아침에 나오지 않기 때문에 찢어져 있고 흩어져있고 형식화 되지않은 데이터들을 형식화하는 과정을 거쳐야 한다. 형식화하기 위해 그전에 데이터를 전처리하고 가공하는 과정들을 거쳐야 하는데, 이 데이터를 가공하고 형식화하는 과정을 데이터 랭글링 (Data Wrangling)이라고 부르고 여기에 오프라인 데이터, 즉 기존에 축적되어있는 히스토리컬 데이터를 통해서 데이터를 오프라인 형태로 데이터 랭글링을 하게 되면 데이터를 가공하는 약속체계가 만들어진다. 그러면 이 데이터를 가공한 어떤 규칙체계를 스트리밍 데이터에다 반영시켜서 실시간으로 넘어오고 있는 데이터들을 통해서 정제한 데이터를 함수에다가 모델 안에다 넣어준다. 그러면 약속된 모델을 거쳐서 어떤 이상징후가 있다면 예측을 하는 형태로 운영이 된다.
일련의 과정 중에 데이터 랭글링, 즉 오프라인 데이터를 정제하고 형식화하는 것과 관련하여 로크웰에는 FT Analytics Data Explorer라는 것이 있다.
머신러닝 모델링을 위한 데이터 전처리는 수집된 데이터로부터
• 데이터 통찰력을 위한 과거 데이터 시각화
• 시각적 데이터 정렬 및 필터링
• 통계적 데이터 요약 및 정보제공
• 시간데이터를 포함한 상관관계 및 기여도 순위
• 별도의 보완 프로그래밍 없이 데이터 변환이라는 과정을 거친다.
첫 번째는 과거 데이터 시각화다. 데이터 랭글링이라는 과정을 거치게 되는데, 이것은 즉 앞으로 실시간으로 데이터가 들어오더라도 스트리밍 데이터를 이런 형태로 규칙화해야 한다라는 규칙이 정의가 되는 것이다. 데이터 랭글링을 통해서 규칙이 있으면 이걸 스트리밍 데이터에 적용을 시키는 게 FactoryTalk Analytics Edge가 하는 일이다.
두 번째는 데이터를 실제로 모델링하는 툴이다. 데이터를 가공하고 전처리하는 영역이 훨씬 더 시간이 많이 소모가 된다. 오히려 데이터를 모델링하고 알고리즘을 선정하는 것은 몇 가지 트라이얼 앤 에러 방식을 거치면서 가장 전문성이 높은 모델을 선택하는 형태로 되어있고, 로크웰의 FT Analytics 제품 안에는 FactoryTalk Analytics Data FlowML이 이 영역을 담당한다.
채널, 프로세서, 에미터는 엣지에서도 포함되어있는 영역이고, 이 Data FlowML에는 애널리틱스라는 탭이 추가가 되어있다. 텐서플로우나 Spark ML 등 몇 가지 오픈소스 기반의 머신러닝 라이브러리들을 제공하고 있다. 총 15가지 정도의 라이브러리 알고리즘을 제공하고 있고, 회귀분석이나 의사결정나무들, 앙상블, 랜덤포레스트(random forest)를 기반으로 몇 가지 클러스터링에 해당하는 데이터 분석 알고리즘을 제공하고 있다.
그래서 첫 번째로 데이터를 시뮬레이션하게 된다. 첫 번째로는 플레이닝 과정을 거치는데 전체 100개의 데이터가 있다고 하면 이걸 쪼개야 된다. 예를 들면 80개의 데이터를 통해서 학습을 시키고 20개의 데이터는 검증하는 차원으로 사용을 하게 된다. 그렇게 해서 모델링이 되면 그걸 다시 한 번 시뮬레이션을 거쳐서 해당하는 결과값이 예측치에 맞는가, 예측치가 실제 결과값으로 나오는가를 검증하고, 이렇게 해서 검증된 예측모델을 예측 모드로 운영하는 툴이다.
이렇게 해서 만들어진 데이터는 에미터 과정을 거쳐서 데이터를 사람이 보기 편한 형태로 시각화를 하게 된다. 그래서 데이터뷰라고 하는 통계적 시각화툴을 통해서 이 예측값들을 시각화된 트렌드 형태로 볼 수가 있게 된다.
스마트 팩토리의 현실적인 모습은?
디지털 트랜스포메이션이라는 큰 주제는 어떤 요소기술들을 한 번에 도입한다고 해서 완성되는 것은 아니기 때문에, 로크웰은 이를 여정이라고 부른다. 여정의 첫 번째로는 우리 공장 안에 도입되어 있는 기반시스템들이 어떤 것들이 있는지 면밀히 분석을 해야 되고, 그 사이에 간극이 있다고 하면 어느 영역에 있는지를 판단하고 우선순위에 맞춰서 요소기술들을 도입을 하는 게 적합하다.
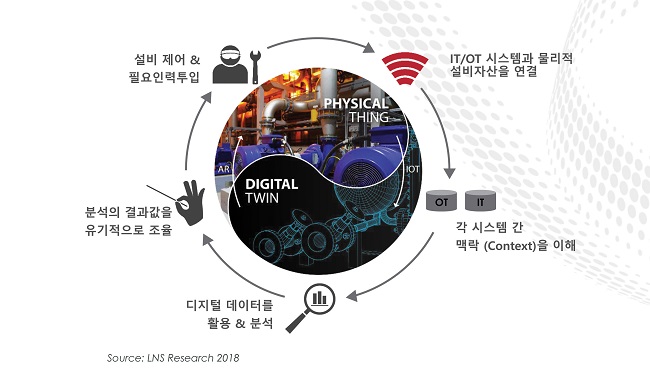
<그림15> 디지털 트랜스포메이션의 여정을 설명하는 그림(사진. 로크웰 오토메이션 코리아)
물리적인 사물의 영역(Physical Thing)과 디지털의 영역이 잘 융합이 되어야 한다. 그렇기 때문에 산업용 IoT 플랫폼 안에서도 Thing Modeling이라는 것을 거쳤고, Thing Template이라는 물리적인 영역을 하나의 객체화로 만들고, Thing Shape라는 것들이 여러 개의 단위설비나 흩어져 있는 데이터들을 객체화해서 Thing 형태로 그 사이를 메꿔주는 운영 플랫폼을 거쳐야 한다.
IT 및 OT 시스템과 물리적 설비자산을 하나의 바스켓 안에 잘 연결을 해야 되고, 그렇게 해서 IT와 OT 데이터가 한 통안에 들어왔다고 하면 취합하는 것에서 끝나는 것이 아니라, 그것들을 의미화할 수 있는 객체를 만들어야 한다. 그렇게 해서 객체화된 데이터들로부터 맥락을 이해해야 하고, 그렇게 해서 맥락이 만들어지면 데이터를 활용하고 분석할 수 있는 단초가 만들어진다. 그리고 분석된 값을 토대로 현장에 있는 작업자들과 유기적으로 의사소통을 해야 한다.
그렇게 해서 조율이 된 데이터를 통해서 데이터 기반의 의사결정이 이루어지면 사람이 현장에 투입되거나 혹은 현장에 있는 첫 번째 조치가 가능한 인력이 본인이 해야 되는 커버리지를 넘어서서 더 많은 일을 할 수 있도록 좀 더 몰입된 환경을 제공하거나 혹은 필요한 문서나 매뉴얼, 동영상 혹은 기준정보들을 바로바로 열람할 수 있는 몰입환경을 제공해야 한다. 그렇게 해서 지침을 받아가면서 조치가 완료되면 다시 IoT 플랫폼 영역에서 업데이트를 해줘야 한다.
이러한 영역들이 한 번에 어느 지점에서 끝나는 것이 아니라 하나의 선순환 사이클을 만들어가는 과정이 디지털 트랜스포메이션, 현실적인 스마트 팩토리의 모습이다.

![[인터뷰] 미래포, 종합 공구 메이커로 발돋움](https://file.yeogie.com/img.news/202402/md/UokyPaZwMF.jpg)
![[인터배터리 2024] (주)성신콤프레샤, 급수식 콤프레샤 공개](https://file.yeogie.com/img.news/202403/md/KkJsfjPPC9.jpg)
![[인터배터리 2024] 덕산코트랜, 공냉식 냉각기 전시로 자사의 기술력 알린다](https://file.yeogie.com/img.news/202403/md/D69tWhdHdP.jpg)
![[인터배터리 2024] 한국프레씨텍(주), 정확하게 계측 가능한 센서 공개](https://file.yeogie.com/img.news/202403/md/ays1n6Szaq.jpg)


![[KOPLAS 2023 Review] 플라스틱의 지속 가능한 미래를 위한 키워드, ‘친환경’과 ‘탄소중립’②](https://file.yeogie.com/img.news/202303/md/g1RLHJrJp5.jpg)



![[KOPLAS 2023 Review] 플라스틱의 지속 가능한 미래를 위한 키워드, ‘친환경’과 ‘탄소중립’①](https://file.yeogie.com/img.news/202303/md/jdyPATuPF3.jpg)

![[KOPLAS 2023 Preview] 삼보계량시스템(주), 플라스틱 펠렛 'PLATONⅡ'로 고객 눈길 사로잡다](https://file.yeogie.com/img.news/202302/md/4QINfMIE2G.jpg)


